冷热循环回收高效节能的空气除湿技术
一、所属类别:重点节能技术
二、适用范围:技术应用在湿热地区新风除湿干燥处理技术,广泛适用于电力、有色金属、石油石化、化工、食品、机械、纺织等工业领域。
三、技术内容:
(一)技术原理:
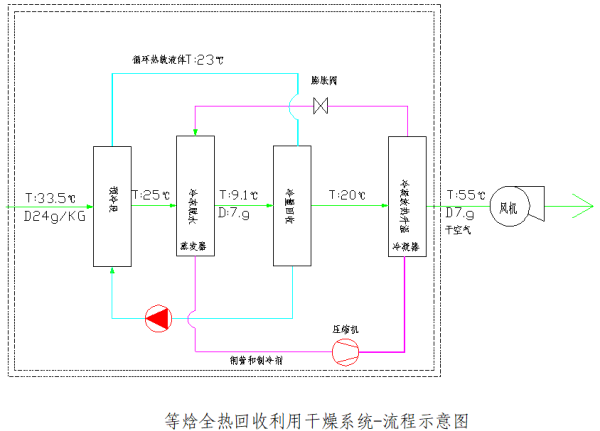
干燥处理的空气通过制冷系统的蒸发器吸收空气的热量,空气被冷却到露点以下,水蒸气冷凝析出,空气绝对温度降低,空气再通过制冷系统冷凝器吸热升温,相对温度降低,为了提高制冷系统的冷热利用率,本系统设置了一套等焓能量回收系统,在蒸发器段和冷凝器段之后设置回收器,连接循环管路,注入热敏感溶液,通过循环泵循环,在蒸发器后段回收空气冷冻后的冷量,用来预冷蒸发器前段入口空气,换热吸收空气入口的热量后又反过来预热冷冻后的空气。通过此冷热交换系统制冷机的冷热效率提高了20-30%。实现冷、热利用的空气等焓除湿处理, 系统吸热、放热和机械能转换成热能全过程效能全部利用到空气的冷冻脱水和升温干燥系统中,没有能量输送载体的中间环节,没有载体设备本身的能源消耗,能源百分百回收和利用。
(二) 关键技术、工艺流程。
关键技术:采用专利技术,蒸发器和冷凝器,双重交换等焓除湿。
工艺流程:系统在新风动态变化冷热负荷变化情况下保持换热动态平衡,防止系统冷凝不超负荷,制冷不过度,保持系统稳定可靠
四、主要技术指标:
比传统的中央冷水系统表冷器冷冻除湿,蒸汽或电加热升温除湿系统节能率80%。处理后空气含水量6克/公斤(空气),相对湿度<1%,空气温度55℃(可调节),本系统EER=5,热能利用COP5.5,综合COP10.5,除水能耗0.19KW/KG,能耗比传统的低温介质除湿系统节能78%。
五、技术应用情况:
公司对本技术研究十多年,到现为止在投产使用有12条生产,发生稳定、节能效果良好,目前已经中标安琪酵母集团80多台酵母干燥包装线,现在珠海香洲区本公司生产基地建设组装生产线,到2019年形成年产量50台套的生产量。
六、典型用户及投资效益:
项目名称:广西湘桂酵母公司(法国企业)酵母工厂
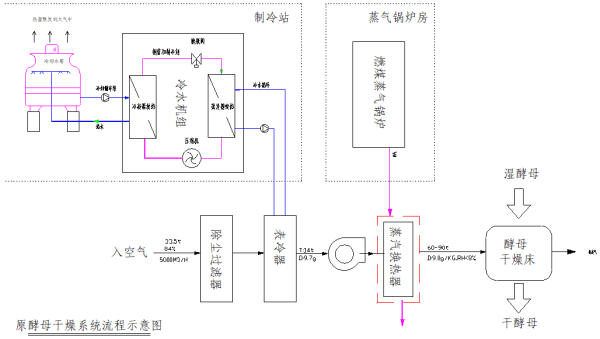
本项目为酵母有限公司活酵母干燥包装生产线空气脱水系统节能技术改造工程,目前崇左工厂活酵母干燥有6条生产线,空气脱水处理系统,每小时处理风量45000C-50000MH, 使用中央冷冻站2℃冰水作为前级冷冻,将温度降到T:12℃,含水量为9.0克/KG, 再由转轮除湿机组二次除湿,由于制冷冷却系统低温机组,制冷效率低COP2.5,水循环系统庞大,技术设备落后,空气脱水燥效果不能满工艺要求,另一方便,原干燥系统采用中央冷水机制冷,水为载冷体,表冷器换热,蒸汽加热升温干燥方法,单向能源使用,造成能源浪费,为了提高产品质量数量,节约能源现对此系统作技术改造。
冷热回收系统由冷量回收器、空气预冷却器、循环泵和管管组成的冷量回收循环水系统,吸收制冷蒸发器冷冻空气后的低温冷量,反过来冷却制冷器入口前的空气,将温度冷却到26.1℃,本系统回收冷量15-20%;
直冷式制冷系统使用高效率螺杆压缩机,制冷系统蒸发器通过制冷剂蒸发吸热直接将空气冷冻至露点以下,空气水蒸汽饱和析出冷凝水,降低空气含湿量,制冷机冷凝器高温高压状态的制冷剂冷凝直接向空气放热,空气被加热升温45-70℃,从而降低相对湿度;制冷系统吸热、放热和机械能变热能大部分利用到空气的冷冻脱水和升温中,没有能量载体的中间环节,更没有载体设备本身的能源消耗,能源得到回收和利用。本直冷空气等焓干燥系统,冷效比达(EER)达1:5.5,综合能效比(COP)达1:10,提高能源利用率,比传统的空气干燥系统节能76%以上。